
CARDBOARD MATERIAL OPTIONS
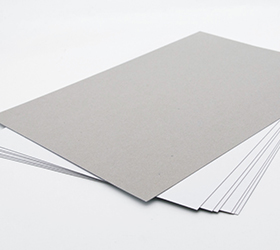
CCNB
Available 200gsm to 450gsm
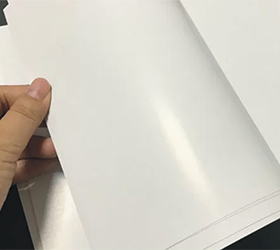
C1S (Coated 1 Side)
Available 200gsm to 400gsm
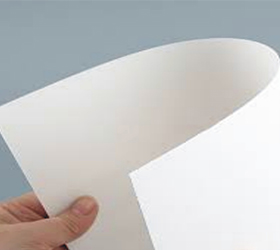
SBB / C2S (Coated 2 Sides)
Available 80gsm to 400gsm
Available 128 gsm to 400gsm
Available 200gsm to 400gsm
Available 175gsm to 375gsm

Available 175gsm to 375gsm

Available 200gsm to 450gsm
Available Customized Color

Available Clear

Available Customized Color

Available Customized Color
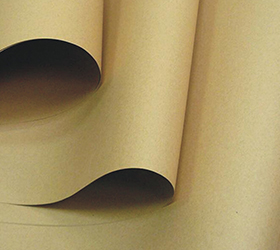
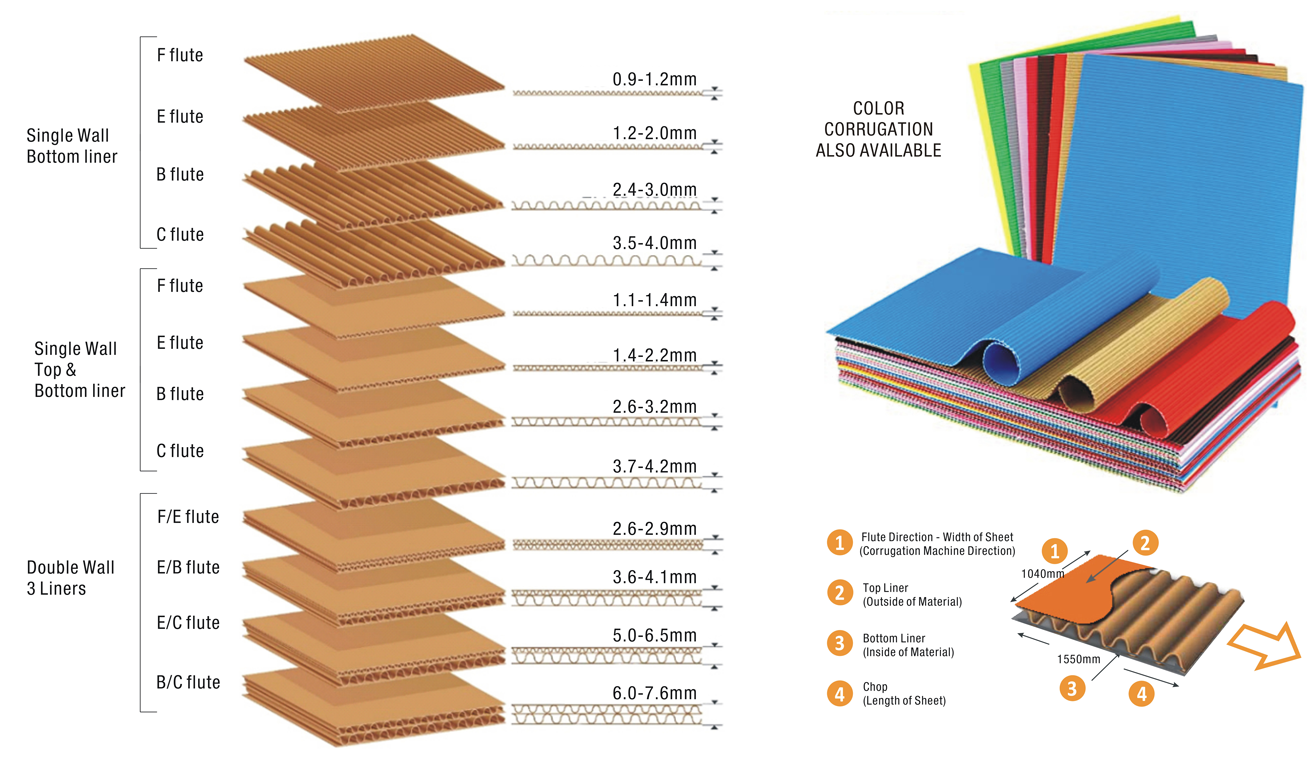
CORRUGATED CARDBOARD
SURFACE TREATMENT



Avaiable Various Color





CMYK VS. PANTONE IN PRINTING

Do you know the difference between CMYK and Pantone printing? Here's your chance to learn which one
is right for your project.
The CMYK Color Model
CMYK, also known as "four color process" is made up of four colors: cyan, magenta, yellow, and
black. Industrial color offset presses, high-end
color laser printers, and your home printer uses the CMYK color model. When printing with four color
process, each color is put on the paper
separately, and then layered. Zoom in on a printed image and you will notice half-toning or little
dots of color layered over one another, creating
the perception of a solid when looking at it (see below images). To prevent registration issues or
moiré* patterns, you must print individual inks
at a specific angle and align them perfectly. CMYK is best for printing photos or other
multi-colored graphics.

The Pantone Color Model
The use of Pantone printing or "spot color" is color specific and takes highly precise mixes of ink
to create an exact color. It uses pre-determined
colors found in a "swatchbook" to match a certain color used in the design process. Thus, it's known
as the Pantone Matching System or PMS.
Pantone colors allow a brand to ensure color consistency throughout its marketing and packaging
materials. Without this consistency, for example,
the website doesn't have the same colors as the business cards; brochures don't match the trade show
booth, and packages don't match each other.
Pantone colors can convert to CMYK colors, however, the colors have a tendency to lose their
brightness and become dull.

The Takeaway
The main difference between CMYK and Pantone printing is the level of accuracy. The Pantone color
system is more consistent and able to produce
colors closer in shade to the ones seen in the digital design stage. However, in most cases,
printing Pantone/spot color can be more costly than
CMYK, especially if the print job is small. With CMYK, it's easier to bundle different jobs together
than it is with Pantone. For consistent color
matching in branding and logos, Pantone is a better choice. For print jobs where exact color isn't a
concern, CMYK is the best choice. It all depends
on the nature of the print job and your budgetary constraints.
Some Definitions*
Moiré Pattern – An interference pattern created by color screens overlaid at an angle. With process
printing, they are inevitable, however typically
so tight that they are not recognizable to the human eye.
Color Model – The expression of colors within a color space
Process Color – Four Color, or CMYK color model used in color printing
Spot Color – Pantone Color, or PMS color model used in color printing. Colors created without
screens or dots.
Pantone Matching System is a registered trademark and property of Pantone, Inc.
To learn more about how to use CMYK and Pantone in your packaging or branding process, please
contact design experts at +8613702364950
or info@bestpackage.com
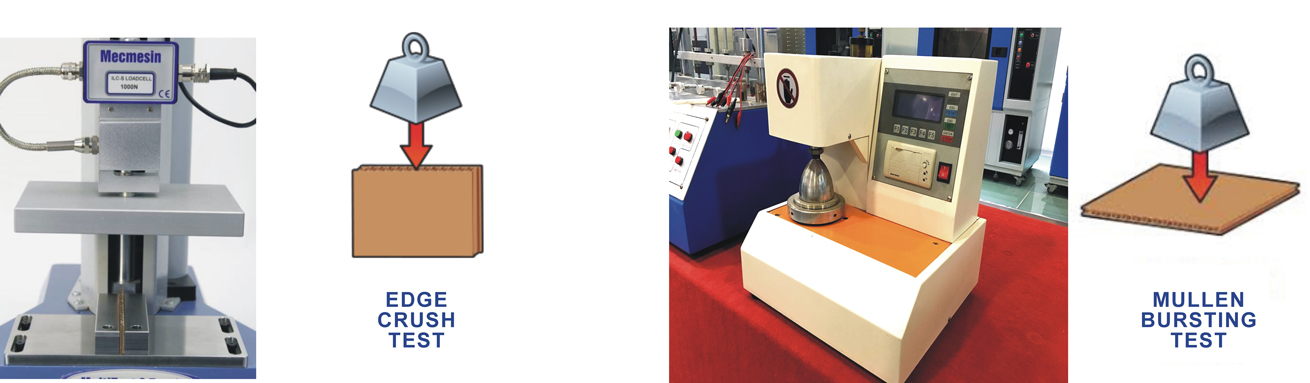
What is the edge crush test and why is it important to perform it?
Choosing the right corrugated carton can be a relatively simple task. Size up the item you wish to
ship, select an appropriate carton, load your item,
surround it withcushioning material or dunnage if needed, and ship it on its way. But when you go
back and stop to look at the number of different
types of corrugated you have tochoose from, things become a little more confusing. There are varying
thicknesses(single wall, double wall, triple
wall, etc.), several different flute types (A, B, C, E, F,etc.), and a wide variety of papers that
can be used in corrugated construction. All ofthese
factors determine the strength and durability of the carton. Too weak, and the carton may collapse
or puncture. But too strong, and you are paying
for material youdon't need.
When choosing the proper corrugated carton from an environmental standpoint selecting a properly
sized carton can make a very big difference.
Using postconsumer recycled content is another important consideration. But even cartons with high
levels of post consumer content require energy
and create pollution in their manufacture, so reducing the total amount of material used is an
important consideration. Besides reducing carton size,
another waste prevention strategy is to avoid purchasing cartons that are overly protective.
There are currently two tests used throughout the corrugated industry to determine strength.
Historically, the long time industry standard has been
the Bursting (Mullen)Test, which is related to the rough handling durability of corrugated material.
Bursting Test is a measure of the force required to
rupture or puncture the face of corrugated board and is measured by a Mullen Tester. This force is
indirectly related to a carton's ability to withstand
external or internal forces and thus to contain and protect a product during shipment. Bursting
strength is reported in pounds (for example,275#).
A newer standard that has achieved widespread acceptance is the Edge Crush Test (ECT). This is a
true performance test and is directly related to
the stacking strength of a carton. ECT is a measure of the edgewise compressive strength of
corrugated board. It is measured by compressing a small
segment of board on edge between two rigid platens or plates perpendicular to the direction of the
flutes until a peak load is established. This is
measured in pounds per lineal inch of load bearing edge (lb/in), but usually reported as an ECT
value (for example, 44 ECT)
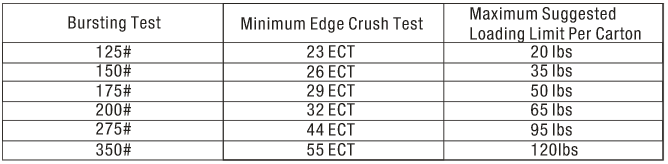
Corrugated Board Strength Equivalencies:
Single Wall Corrugated
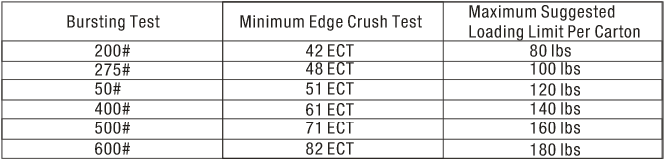
Corrugated Board Strength Equivalencies:
Double Wall Corrugated
Here it is important to point out that the equivalent ECT values are give as a minimum value. This
is because corrugators may use one of many different
'recipes" to make each type of corrugated. Eachmakeup will vary slightly in overall strength. For
example differing formulas for a 200# single wall
corrugated will cause the equivalent ECT board to vary between 32 ECT and 44 ECT. It is important to
understand what type of corrugated you are
using before deciding to substitute any equivalent.
For example, if you are shipping a product that weights between 50-65 pounds, a 32 ECT single-wall
carton should be sufficient, in most cases. If
your carton is going to be subjected to severe handling, the 200# carton might be a better option.
It would be equivalent to a carton with an ECT of
32 or higher, and the bursting test is more of a true measure of rough handling.
The fundamental difference between the two tests is that under the Burst Test a minimum board basis
weight is required. That is, the Burst Test
requires that the base papers used to make corrugated fiberboard weigh at least a certain minimum
number of pounds per given unit area. The ECT
eliminated this requirement, which allows the use of lighter weight materials while still providing
high performance. When you are comparing two
identically sized cartons with equivalent strengths, one being Burst Test rated and one being ECT
rated, the ECT rated carton will weigh less. In other
words the ECT rated carton will use less corrugated material.
For example compare a 275# single wall to an equivalent 44 ECT single wall corrugated board. On
average, the 275# Burst Test rated single wall
carton will weigh 175 pounds per 1000 square feet of material used. An equivalent 44 ECT rated
single wall carton will weigh on average 149 pounds
per 1000 square feet of material used. The 44 ECT board will reduce the material used by
14.8%.
Put differently, the proper ECT rated corrugated provides an equivalent level of strength, but uses
less material. This translates into fewer raw
materials, lower energy requirements, and reduced pollution, in all stages of the package's life
cycle. Combining lighter materials in a properly
sized carton with increasing amounts of recycled content means ECT rated corrugated reduces waste
even further,for more information, please
contact us at info@colourfulprinting.com